૧. હીરાની સપાટીના કોટિંગનો ખ્યાલ
હીરાની સપાટીનું આવરણ, અન્ય સામગ્રીની ફિલ્મના સ્તર સાથે કોટેડ હીરાની સપાટી પર સપાટી સારવાર તકનીકના ઉપયોગનો સંદર્ભ આપે છે. કોટિંગ સામગ્રી તરીકે, સામાન્ય રીતે ધાતુ (એલોય સહિત), જેમ કે તાંબુ, નિકલ, ટાઇટેનિયમ, મોલિબ્ડેનમ, કોપર ટીન ટાઇટેનિયમ એલોય, નિકલ કોબાલ્ટ એલોય, નિકલ કોબાલ્ટ ફોસ્ફરસ એલોય, વગેરે; કોટિંગ સામગ્રી પણ કેટલીક બિન-ધાતુ સામગ્રી, જેમ કે સિરામિક્સ, ટાઇટેનિયમ કાર્બાઇડ, ટાઇટેનિયમ એમોનિયા અને અન્ય સંયોજનો પ્રત્યાવર્તન સખત સામગ્રી. જ્યારે કોટિંગ સામગ્રી ધાતુ હોય છે, ત્યારે તેને હીરાની સપાટીનું ધાતુકરણ પણ કહી શકાય.
સપાટીના કોટિંગનો હેતુ હીરાના કણોને ખાસ ભૌતિક અને રાસાયણિક ગુણધર્મો આપવાનો છે, જેથી તેમના ઉપયોગની અસરમાં સુધારો થાય. ઉદાહરણ તરીકે, સપાટી-કોટેડ ડાયમંડ ઘર્ષક ઉત્પાદન રેઝિન ગ્રાઇન્ડીંગ વ્હીલનો ઉપયોગ, તેની સેવા જીવન ખૂબ વિસ્તૃત છે.
2. સપાટી કોટિંગ પદ્ધતિનું વર્ગીકરણ
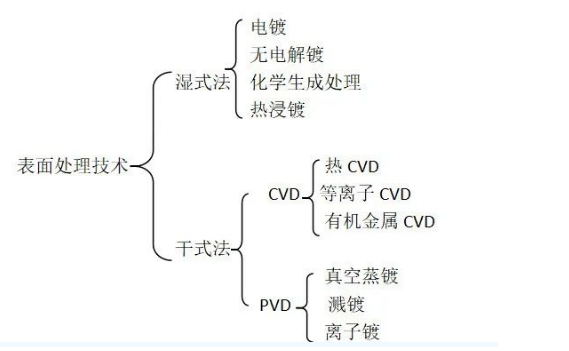
ઔદ્યોગિક સપાટી સારવાર પદ્ધતિનું વર્ગીકરણ નીચે આપેલ આકૃતિ જુઓ, જે ખરેખર સુપર હાર્ડ ઘર્ષક સપાટી કોટિંગ પદ્ધતિમાં લાગુ કરવામાં આવી છે, મુખ્યત્વે ભીનું રાસાયણિક પ્લેટિંગ (કોઈ વિદ્યુત વિચ્છેદન-વિશ્લેષણ પ્લેટિંગ નથી) અને પ્લેટિંગ, રાસાયણિક વરાળ ડિપોઝિશન (CVD) અને ભૌતિક વરાળ ડિપોઝિશન (PVD) માં ડ્રાય પ્લેટિંગ (જેને વેક્યુમ પ્લેટિંગ તરીકે પણ ઓળખવામાં આવે છે), જેમાં વેક્યુમ પાવડર ધાતુશાસ્ત્ર પ્રવાહી પ્રવાહી સિન્ટરિંગ પદ્ધતિનો સમાવેશ થાય છે, તે વ્યવહારિક રીતે ઉપયોગમાં લેવાય છે.
3. પ્લેટિંગ જાડાઈ પદ્ધતિનું પ્રતિનિધિત્વ કરે છે
હીરાના ઘર્ષક કણોની સપાટીની કોટિંગ જાડાઈ સીધી રીતે નક્કી કરવી મુશ્કેલ હોવાથી, તેને સામાન્ય રીતે વજન વધારો (%) તરીકે દર્શાવવામાં આવે છે. વજન વધારો રજૂ કરવાની બે પદ્ધતિઓ છે:
જ્યાં A એ વજનમાં વધારો (%) છે; G1 એ પ્લેટિંગ પહેલાં ગ્રાઇન્ડીંગ વજન છે; G2 એ કોટિંગ વજન છે; G એ કુલ વજન છે (G=G1 + G2)
4. હીરાના સાધનોની કામગીરી પર હીરાની સપાટીના કોટિંગની અસર
Fe, Cu, Co અને Ni થી બનેલા ડાયમંડ ટૂલમાં, ઉપરોક્ત બાઈન્ડિંગ એજન્ટનો કોઈ રાસાયણિક સંબંધ ન હોવાને કારણે અને ઇન્ટરફેસ ઘૂસણખોરીના અભાવને કારણે, હીરાના કણોને ફક્ત યાંત્રિક રીતે બંધનકર્તા એજન્ટ મેટ્રિક્સમાં જ એમ્બેડ કરી શકાય છે. ગ્રાઇન્ડીંગ ફોર્સની ક્રિયા હેઠળ, જ્યારે હીરા ગ્રાઇન્ડીંગ કણ મહત્તમ વિભાગના સંપર્કમાં આવે છે, ત્યારે ટાયર બોડી મેટલ હીરાના કણો ગુમાવશે અને પોતે જ પડી જશે, જે હીરાના સાધનોની સેવા જીવન અને પ્રક્રિયા કાર્યક્ષમતા ઘટાડે છે, અને હીરાની ગ્રાઇન્ડીંગ અસર સંપૂર્ણપણે રમી શકાતી નથી. તેથી, હીરાની સપાટીમાં મેટલાઇઝેશન લાક્ષણિકતાઓ છે, જે હીરાના સાધનોની સેવા જીવન અને પ્રક્રિયા કાર્યક્ષમતાને અસરકારક રીતે સુધારી શકે છે. તેનો સાર એ છે કે Ti અથવા તેના એલોય જેવા બોન્ડિંગ તત્વોને સીધા હીરાની સપાટી પર કોટેડ કરવામાં આવે, ગરમ કરીને અને ગરમ કરીને, જેથી હીરાની સપાટી એક સમાન રાસાયણિક બંધન સ્તર બનાવે.
હીરાના ગ્રાઇન્ડીંગ કણોને કોટિંગ કરીને, કોટિંગ અને હીરાની પ્રતિક્રિયા હીરાની સપાટીને ધાતુકૃત કરવા માટે થાય છે. બીજી બાજુ, મેટલ મેટાલર્જિકલ સંયોજન વચ્ચે મેટલાઇઝ્ડ હીરાની સપાટી અને મેટલ બોડી બંધનકર્તા એજન્ટ, તેથી, ઠંડા દબાણવાળા પ્રવાહી સિન્ટરિંગ અને ગરમ ઘન તબક્કાના સિન્ટરિંગ માટે હીરાની કોટિંગ ટ્રીટમેન્ટમાં વ્યાપક ઉપયોગિતા છે, તેથી હીરા ગ્રાઇન્ડીંગ અનાજ એકત્રીકરણ માટે ટાયર બોડી એલોય વધ્યો, હીરાના ટૂલના ગ્રાઇન્ડીંગના ઉપયોગમાં ઘટાડો, હીરાના ટૂલ્સની સેવા જીવન અને કાર્યક્ષમતામાં સુધારો કરવા માટે.
5. ડાયમંડ કોટિંગ ટ્રીટમેન્ટના મુખ્ય કાર્યો શું છે?
1. ગર્ભના શરીરની હીરા નાખવાની જડતર ક્ષમતામાં સુધારો.
થર્મલ વિસ્તરણ અને ઠંડા સંકોચનને કારણે, હીરા અને ટાયર બોડી વચ્ચેના સંપર્ક ક્ષેત્રમાં નોંધપાત્ર થર્મલ તણાવ ઉત્પન્ન થાય છે, જેના કારણે હીરા અને ગર્ભના શરીરના સંપર્ક પટ્ટા લઘુચિત્ર રેખાઓ ઉત્પન્ન કરશે, આમ હીરાથી કોટેડ ટાયર બોડીની ક્ષમતામાં ઘટાડો થશે. હીરાની સપાટીનું કોટિંગ હીરા અને શરીરના ઇન્ટરફેસના ભૌતિક અને રાસાયણિક ગુણધર્મોને સુધારી શકે છે, ઊર્જા સ્પેક્ટ્રમ વિશ્લેષણ દ્વારા, પુષ્ટિ કરવામાં આવી છે કે ફિલ્મમાં મેટલ કાર્બાઇડ રચના અંદરથી બહાર ધીમે ધીમે મેટલ તત્વોમાં સંક્રમણ કરે છે, જેને MeC-Me ફિલ્મ કહેવાય છે, હીરાની સપાટી અને ફિલ્મ એક રાસાયણિક બંધન છે, ફક્ત આ સંયોજન હીરાની બંધન ક્ષમતાને સુધારી શકે છે, અથવા હીરાના ટાયર બોડીની ક્ષમતાને સુધારી શકે છે. કહેવાનો અર્થ એ છે કે, કોટિંગ બંને વચ્ચે બંધનકર્તા પુલ તરીકે કાર્ય કરે છે.
2. હીરાની મજબૂતાઈમાં સુધારો.
કારણ કે હીરાના સ્ફટિકોમાં ઘણીવાર આંતરિક ખામીઓ હોય છે, જેમ કે માઇક્રોક્રેક્સ, નાના પોલાણ, વગેરે, સ્ફટિકોમાં આ આંતરિક ખામીઓને MeC-Me પટલ ભરીને ભરપાઈ કરવામાં આવે છે. પ્લેટિંગ મજબૂતીકરણ અને કડક બનાવવાની ભૂમિકા ભજવે છે. રાસાયણિક પ્લેટિંગ અને પ્લેટિંગ નીચા, મધ્યમ અને ઉચ્ચ ઉત્પાદનોની મજબૂતાઈમાં સુધારો કરી શકે છે.
૩. ગરમીનો આંચકો ધીમો કરો.
ધાતુનું આવરણ હીરા ઘર્ષક કરતા ધીમું હોય છે. ગ્રાઇન્ડીંગ કણના સંપર્કમાં આવતાં ગ્રાઇન્ડીંગ ગરમી રેઝિન બંધનકર્તા એજન્ટને પસાર કરવામાં આવે છે, જેથી તે તાત્કાલિક ઉચ્ચ તાપમાનના પ્રભાવથી બળી જાય, જેથી હીરા ઘર્ષક પર તેની પકડ શક્તિ જાળવી શકાય.
4. અલગતા અને રક્ષણાત્મક અસર.
ઊંચા તાપમાને સિન્ટરિંગ અને ગ્રાઇન્ડીંગ દરમિયાન, કોટિંગ સ્તર હીરાને અલગ કરે છે અને તેનું રક્ષણ કરે છે જેથી ગ્રાફિટાઇઝેશન, ઓક્સિડેશન અથવા અન્ય રાસાયણિક ફેરફારોને અટકાવી શકાય.
આ લેખ "" માંથી લેવામાં આવ્યો છે.સુપરહાર્ડ મટિરિયલ નેટવર્ક"
પોસ્ટ સમય: માર્ચ-22-2025





